
Mastering Heat Shrink Tubing? In the evolution of electrical engineering, few innovations have transformed field termination reliability as significantly as cross-linked polymer technology. For decades, vinyl electrical tape was the industry standard—a temporary fix often treated as a permanent solution. However, in modern industrial, automotive, and aerospace applications, “good enough” is no longer acceptable.
Enter Tubos termorretrácteis.
While often viewed merely as a way to organize wires or color-code connections, heat shrink tubing is, in reality, a sophisticated engineering component. It provides mechanical strain relief, environmental sealing, electrical insulation, and chemical resistance. As engineering standards tighten across the globe, understanding the nuance of this material is no longer optional; it is a requirement for professional results.
This guide moves beyond the basics of “heating and shrinking.” We will dive deep into material selection, industry-specific applications, and the quality assurance protocols that distinguish a hobbyist’s repair from an OEM-grade termination.

The Evolution: From PVC Tape to Cross-Linked Polymers
To understand why we use heat shrink, we must understand the failure mode it prevents. Electrical tape relies on a pressure-sensitive adhesive that degrades over time. Heat cycles, moisture, and chemical exposure cause tape to flag (unravel) or turn into a sticky, non-insulating mess.
Heat shrink tubing works on a completely different principle: Radiation Cross-Linking.
During manufacturing, the polymer is exposed to radiation, which creates covalent bonds between the polymer chains. This gives the material a “memory.” The tubing is heated, expanded, and cooled in an expanded state. When you apply heat in the field, the material attempts to return to its cross-linked, crystalline state. This exerts hoop stress (constrictive force) on the wire, creating a mechanical bond that tape cannot replicate.
💡 Pro-Tip: The “Memory Effect” of heat shrink is permanent. However, if stored improperly (above its recovery temperature), it can begin to recover prematurely. Always store tubing in cool, dry environments below 30°C (86°F).
Section 1: Beyond Polyolefin – Understanding Material Science
Most general-purpose tubing is made of Polyolefin. However, assuming all heat shrink is the same is a recipe for system failure. Choosing the wrong material for an environment—such as using standard Polyolefin in a jet fuel tank—can be catastrophic.
Here is a breakdown of the primary materials used in professional heat shrink manufacturing:
1. Polyolefin (The Standard)
This is the workhorse of the industry. It is flexible, flame-retardant, and affordable.
- Temp Range: -55°C to +135°C
- Best For: General wire bundling, color coding, and indoor insulation.
- Limitations: Moderate resistance to oils and acids.
2. PVC (cloreto de polivinilo)
Often found in lower-cost applications. It is generally cheaper than polyolefin and available in vibrant colors.
- Temp Range: -20°C to +105°C
- Best For: Low-voltage battery packs, capacitor insulation.
- Limitations: Poor heat resistance; it will melt rather than cross-link if overheated. Not recommended for high-reliability harness work.

3. PVDF (Kynar®)
A semi-rigid, transparent material used where visibility and extreme durability are needed. It is highly resistant to abrasion and cutting.
- Temp Range: -55°C to +175°C
- Best For: Aerospace, medical instruments, and areas needing visual inspection of the underlying connection.
- Limitations: Very stiff; not suitable for flexible cables.
4. PTFE (Teflon®) & FEP
The gold standard for high-temperature and chemical environments.
- Temp Range: -65°C to +260°C
- Best For: Automotive sensors near exhaust manifolds, chemical plant instrumentation, hydraulic lines.
- Limitations: Requires very high shrink temperatures (often 300°C+), making it difficult to install without damaging sensitive underlying components.
5. Elastomeric (Diesel Resistant)
Designed specifically for exposure to fuels and hydraulic fluids.
- Temp Range: -75°C to +150°C
- Best For: Military vehicles, aviation ground support equipment, motorsport.
Section 2: Industry-Specific Application Scenarios
Context dictates configuration. A marine electrician faces different challenges than a panel builder. Here is how professionals apply these materials across different sectors.
The Marine Environment: Battling Hydrolysis
In marine applications, moisture is the enemy. Saltwater facilitates electrolysis, which rots copper wire black in weeks.
- The Solution: Dual-Wall (Adhesive-Lined) Tubing.
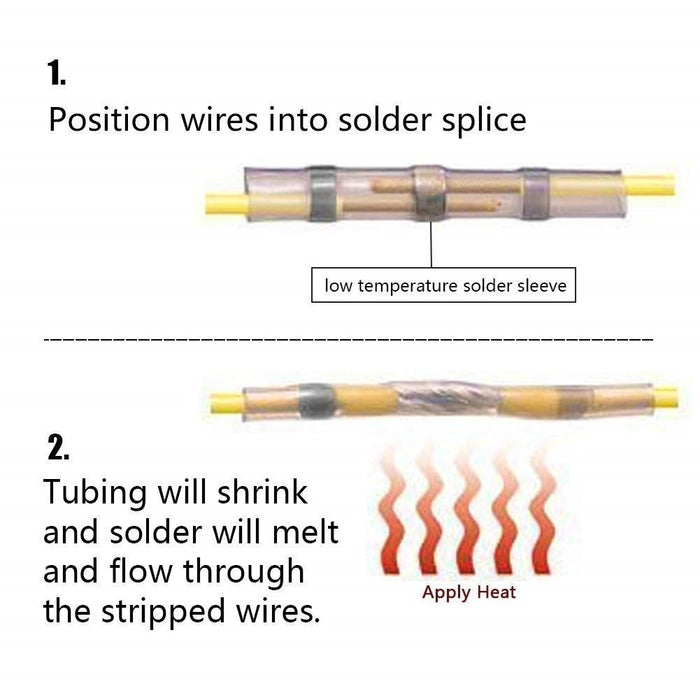
Standard single-wall tubing is not enough. Marine grade tubing features an inner liner of hot-melt adhesive. When heated, this glue liquefies and flows into the gaps between wire strands, effectively potting the connection. - Critical Standard: Look for UL 224 certification and salt-spray resistance ratings.
Automotive & Motorsport: Vibration and Heat
Engine bays are hostile environments combining high heat, oil, and constant vibration.
- The Solution: High-ratio (3:1 or 4:1) Polyolefin ou Viton™ tubing.
Vibration causes fatigue at the connector crimp. A layer of rigid heat shrink acts as a strain relief, transferring the bend radius away from the fragile crimp point to the flexible wire insulation. - Scenario: Insulating a ring terminal on an alternator. A 2:1 tube might not clear the ring terminal while still gripping the wire. A 4:1 ratio tube slides easily over the large terminal and shrinks tight onto the thin wire.
Industrial Automation: Abrasion Defense
In robotics and automated machinery, cables are constantly dragging via drag chains or rubbing against chassis.
- The Solution: Heavy-Wall Tubing.
This tubing is significantly thicker than standard sleeves. It serves as a sacrificial layer, protecting the expensive cable jacket from wearing through.
Section 3: The Material Selection Framework
Choosing the correct tubing is an engineering decision involving four variables. Use this framework to specify the correct product for your Bill of Materials (BOM).
Variable 1: The Shrink Ratio
This is the measurement of the expanded ID (Inside Diameter) versus the recovered ID.
| Ratio | Characteristics | Application |
|---|---|---|
| 2:1 | Padrão | Wire-to-wire splices where diameters are similar. |
| 3:1 | High Shrink | Connector-to-cable transitions. |
| 4:1 / 6:1 | Extreme Shrink | Fitting over bulky connectors; repairing jacket damage without removing terminals. |
Variable 2: Wall Thickness
- Thin Wall: Space-saving, flexible. Used in high-density control panels.
- Medium/Heavy Wall: Mechanical protection. Used for direct burial or aerial cables.
Variable 3: Longitudinal Shrinkage
Many engineers calculate the diameter but forget the length. Heat shrink tubing gets shorter as it gets narrower—typically by 5% to 15%.
- Implication: If you need to cover a 10cm splice, cutting the tube to exactly 10cm will leave 1cm of exposed wire after shrinking.
- Rule of Thumb: Always add 15% to your cut length calculation.
Variable 4: Dielectric Strength
This measures the electrical insulation capability, usually expressed in Volts per Mil (V/mil).
- For standard low-voltage (600V) applications, almost all commercial tubing is sufficient.
- For Medium Voltage (MV) applications (1kV – 35kV), you must use specialized Busbar Tubing which is formulated to prevent tracking and arcing.
Section 4: Advanced Installation Protocols
While the concept is simple—apply heat, watch it shrink—the execution requires process control to ensure repeatability.

Tooling: Heat Gun vs. Open Flame
The most persistent bad habit in the industry is using a butane lighter or torch.
- Why Lighters Fail:
- Carbon Tracking: The yellow flame deposits soot (carbon), which is conductive. This compromises the insulation resistance.
- Uncontrolled Temp: Flames reach >1000°C instantly. Most polyolefin degrades at >250°C. This causes the material to become brittle and crack over time.
- The Professional Choice: A digital heat gun with airflow control and reflector nozzles.

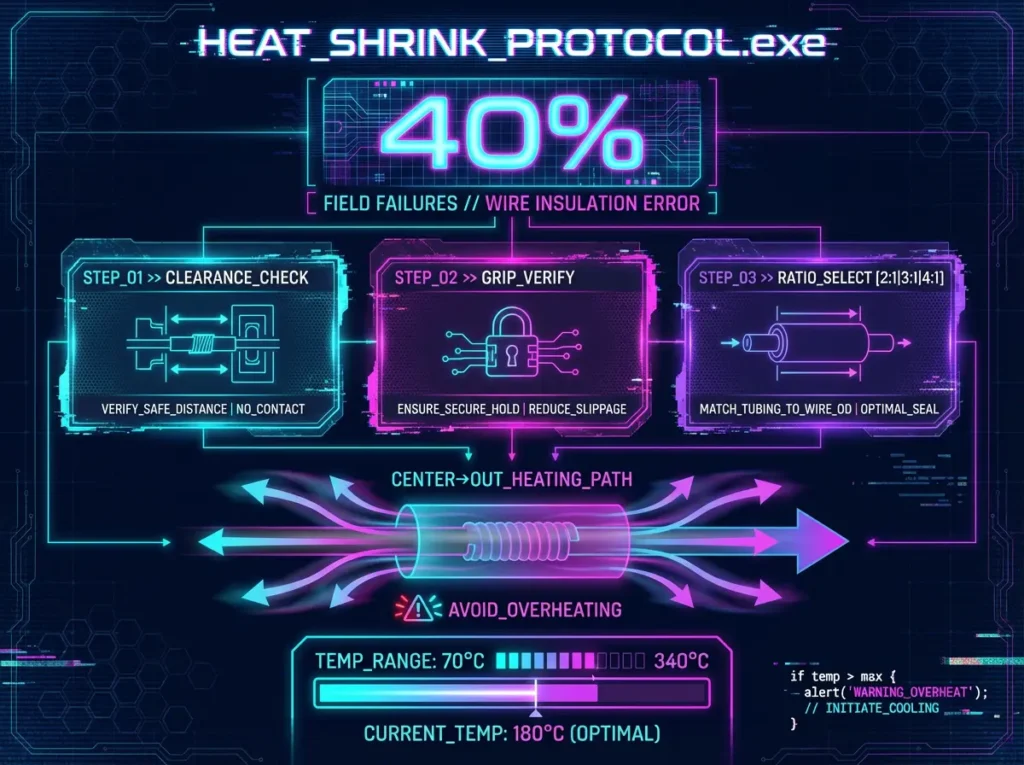
The “Center-Out” Protocol
Trapped air is the primary cause of adhesive failure.
- Position: Slide the tube over the prepared wire.
- Anchor: Apply heat to the center of the tube first until it shrinks onto the wire.
- Extrude: Move the heat source steadily toward one end. This acts like a squeegee, pushing air out.
- Return: Go back to the center and repeat for the other end.
- Reflow: If using adhesive-lined tubing, apply heat until a small bead of glue is visible at both ends.

🔑 Key Takeaway: Do not overheat. Once the tube has conformed to the shape, stop. Continued heating does not make it tighter; it only degrades the polymer chains, reducing the service life of the insulation.
Dealing with High Thermal Mass
When shrinking tubing over large copper lugs or busbars, the metal acts as a massive heat sink, stealing heat from the tubing. This results in “cold spots” where the adhesive doesn’t activate.
- Solution: Pre-heat the copper lug with the heat gun before sliding the tubing over it. This ensures the adhesive flows immediately upon contact.
Section 5: Quality Assurance and Testing Methods
How do you verify a heat shrink installation is safe? In a production environment, visual inspection is the first line of defense, but mechanical verification is better.
Visual Defect Analysis Table
| Defect | Appearance | Root Cause | Corrective Action |
|---|---|---|---|
| Chill Marks | Wrinkles or flat spots on surface. | Insufficient heat or uneven rotation. | Increase heat duration; use a reflector nozzle. |
| Splitting | Longitudinal cracks/tears. | Overheating OR Tubing size too small (excess hoop stress). | Reduce temp or choose a larger tube size. |
| Charring | Brown/Black discoloration or blistering. | Excessive temperature. | Lower heat gun temp setting. |
| Slip | Tubing slides after cooling. | Incorrect size selection. | The recovered ID must be smaller than the object OD. |
| Voiding | Bubbles visible under the tube. | Trapped air. | Use “Center-Out” heating method. |

The “Tug Test” (Strain Relief Verification)
For crimped connectors protected by adhesive-lined tubing, perform a pull test after the assembly has fully cooled.
- Secure the connector.
- Apply moderate pull force to the wire (approx 5-10lbs for small gauge).
- Pass Criteria: The tubing should not slide, and the wire insulation should not stretch inside the tube. The mechanical bond of the adhesive should hold the assembly rigid.
Section 6: Storage, Shelf Life, and Handling
Heat shrink tubing is not inert; it is a reactive material suspended in a temporary state. Proper storage is crucial for inventory management.
Temperature Sensitivity
Tubing stored in hot warehouses (above 40°C/104°F) can begin a process called natural recovery. The material slowly begins to shrink in the spool. Over months, this can result in the tubing becoming too small to fit over the intended application.
- Best Practice: Store in a climate-controlled environment away from direct sunlight (UV exposure can degrade colored dyes and the polymer matrix).
Shelf Life Standards
- Single Wall (Polyolefin): Typically 5+ years if stored correctly.
- Adhesive Lined: Typically 3-4 years. The adhesive can dry out or cure over time, reducing its bonding capability.
- Inventory Strategy: Use a FIFO (First-In, First-Out) inventory system to ensure your adhesive-lined products are used while fresh.
Conclusion: The Difference is in the Detail
The difference between a reliable electrical system and one that is plagued by intermittent faults often comes down to the quality of the termination. Heat shrink tubing is not just a cosmetic accessory; it is an environmental shield, a strain relief mechanism, and a critical insulator.
By selecting the right material chemistry, calculating the correct shrink ratio, and adhering to strict installation protocols, you ensure that your connections last as long as the equipment they power.
For professional-grade projects, reliance on high-quality materials is paramount. Whether you require heavy-wall tubing for industrial machinery, PVDF for aerospace applications, or standard dual-wall solutions for marine use, ensure your sourcing meets rigorous industry standards.
Ready to upgrade your termination quality?
Explore the comprehensive range of professional heat shrink solutions at WILLELE.NET. From specialized high-temperature materials to standard adhesive-lined kits, we provide the engineering-grade supplies that professionals trust.
